¶ Introduction
¶ Purpose, Objective and Scope
This document aims to describe the detailed manufacturing procedure of the CFRP plate for FIREHORN's rods.
It is addressed to the team members of C-ST and serves as a reference for the future CFRP tubes.
The document will only cover the laminating part of the procedure. It will not describe the cutting of the rods.
¶ Definitions and Abbreviations
Legends for highlighted text:
Function
Warning / Things to be careful of
Risks
Tips and Indications
Methods
- C: Competition
- CFRP: Carbon Fibres Reinforced Polymers
- MS: Makerspace
- Prepreg: Pre-impregnated fibres
- ST: Structure team
- UD: Uni-directional
¶ Applicable and Reference Documents
¶ Parts List
| Description | Part Ref | Qty |
|---|---|---|
| CFRP Plate | TX | 1 |
¶ Pre-Operations Checklist
¶ Participants
Number:
¶ On-site
| Check | Responsible for: | Name |
|---|---|---|
| COO | (x1) | |
| Cutter prepregs | (x2) | |
| Cutter consumables | (x2) | |
| Compactage/drappage | (x4) |
¶ Raw Material
¶ Makerspace / DLL
| Check | Item | Qty |
|---|---|---|
| Bubble wrap (OBI) | \ |
¶ APCO
| Check | Item | Qty |
|---|---|---|
| HexPly®EH25/34 %/UD136/HTA-12K | \ | |
| HexPly® W3T-282-42'-F593-14 | \ | |
| Substrate (~table) | \ | |
| Porous TVT / Peel-ply | \ | |
| Non-porous TVT | \ | |
| Non-perforated film release | \ | |
| Breather | \ | |
| Grid breather | \ | |
| Vacuum bag | \ | |
| Elastomer | \ |

¶ Tools
¶ APCO
| Check | Item | Tool Ref | Qty | Image |
|---|---|---|---|---|
| Safety goggles | ||||
| Nitrile gloves | ||||
| Measuring tools | ||||
| Weights | ||||
| Cutting tools | ||||
| Spiker | ||||
| Freeze spray | ||||
| PTFE tape | ||||
| Tacky tape | ||||
| Vacuuming connectors | ||||
| Manometer | ||||
| Autoclave |
¶ Technical drawings
- Solid lines indicate the prepreg roll
- Dashed lines are the cutting lines
- Couloured areas indicate the desired cut
- Red arrow indicates the orientation of the roll's fibres
UD prepregs
Woven prepregs
- green: AV-Bay
- blue: Pressurant-Bay (FH9 and FH30)
- pink: Mid-Bay
- yellow: Engine-Bay
- (white: tests)
¶ Substrate preparation
- Cut porous TVT of slighly bigger than the desired plate (i.e. leave >20cm of margin on each side).
- Dimensions ~ 1400 [mm] x 1300 [mm]
- Clean the substrate with alcohol.
- Apply porous TVT on the substrate.
- Tape the TVT with PTFE tape.
Make sure that the TVT is well tensioned
- Tape one side of the substrate with scotch "carrossier".
- Draw a rosette on the tape with clear indication of axis.
These are references for the lay-up application

¶ Prepregs cutting
The cutting patterns are given as a technical drawing
¶ 1. Raw cut 0°
- Cut 1300 [mm] (x4) from the UD roll.
- Tape together (no need for the whole length) the strips using PTFE tape.
- Write the number of the obtained ply.
The grey area is the desired ply
¶ 2. Raw cut 45°
- Draw lines at 45° from the main axis of the roll.
- Cut one parallelogram strip from the UD roll.
Starting from this point work only with the parallelogram.- Cut a the grey part (1_a) to form most of the rectangle.
- Cut a lavender part (1_b) from the remaining parallelogram.
- Tape this lavender part to the grey one with a tiny overlap.
The overlap allows a good load transmission where there is a fibre discontinuity.
- Write the number of the obtained ply.
¶ Lay-up
- The operator must sign each time a ply is layed-up
- The COO have to verify that intermediate vacuuming has been done before allowing the application of next ply
Do not forget to remove patchworking tape
Place a piece of paper next to the plate on which is written the layer number, the fiber orientation and the intermediate vacuum. Be flexible when it comes to intermediate vacuum. If the layer has not been perfectly draped and you have a few bubbles, or if the layer does not adhere well to the underlay, make an intermediate vacuum even if it is not written on the control sheet.
| n° | Type | Orientation [°] | Operator | Check |
|---|---|---|---|---|
| 1 | UD | 0 | ||
| Vaccum | 10 [min] | |||
| 2 | Woven | 45 | ||
| Vaccum | 10 [min] | |||
| 3 | UD | 0 | ||
| 4 | UD | 0 | ||
| 5 | UD | 0 | ||
| 6 | Woven | 45 | ||
| Vaccum | 10 [min] | |||
| 7 | UD | 0 | ||
| 8 | UD | 0 | ||
| 9 | Woven | 45 | ||
| Vaccum | 10 [min] | |||
| 10 | UD | 0 | ||
| 11 | Woven | 45 | ||
| Vaccum | 10 [min] | |||
| 12 | UD | 0 | ||
| 13 | UD | 0 | ||
| 14 | UD | 0 | ||
| 15 | Woven | 45 | ||
| Vaccum | 10 [min] | |||
| 16 | UD | 0 | ||
| 17 | UD | 0 | ||
| 18 | Woven | 45 | ||
| 19 | Woven | 45 | ||
| Vaccum | 10 [min] | |||
| 20 | UD | 0 | ||
| 21 | UD | 0 | ||
| 22 | Woven | 45 | ||
| Vaccum | 10 [min] | |||
| 23 | UD | 0 | ||
| 24 | UD | 0 | ||
| 25 | UD | 0 | ||
| 26 | Woven | 45 | ||
| Vaccum | 10 [min] | |||
| 27 | UD | 0 | ||
| 28 | Woven | 45 | ||
| Vaccum | 10 [min] | |||
| 29 | UD | 0 | ||
| 30 | UD | 0 | ||
| 31 | Woven | 45 | ||
| Vaccum | 10 [min] | |||
| 32 | UD | 0 | ||
| 33 | UD | 0 | ||
| 34 | UD | 0 | ||
| 35 | Woven | 45 | ||
| Vaccum | 10 [min] | |||
| 36 | UD | 0 | ||
| Vaccum | 10 [min] |
¶ How to apply prepreg ?
¶ O° prepreg
- Apply the ply directly on the substrate.
¶ 45° prepreg
- Apply the ply directly on the substrate.
Do not stack all the overlaps on the same side
Localised overlaps stacking is a point of failure
¶ How to Intermediate vacuum ?
To compact properly the ply against the substrate
- Apply non-porous TVT on the top of the laminate.
- Put grid breather around the plate and secure it with tape
- Put a vacuuming disc on top of the grid breather strip.
- Cover the stacking with a vacuum bag.
- Seal the vacuum bag against the substrate.
The vacuum bag is bigger than the laminate and this is normal. Ask for help to fit this bag with the laminate using "ears" technique.
Ears allow the 2D bag to adapt to the 3D laminate
- Screw the "teton" to the vacuuming disc.
- Vacuum.
Look for help when using the "teton"
Mishandling of the "teton" can pierce the vacuum bag.
{.is-danger}
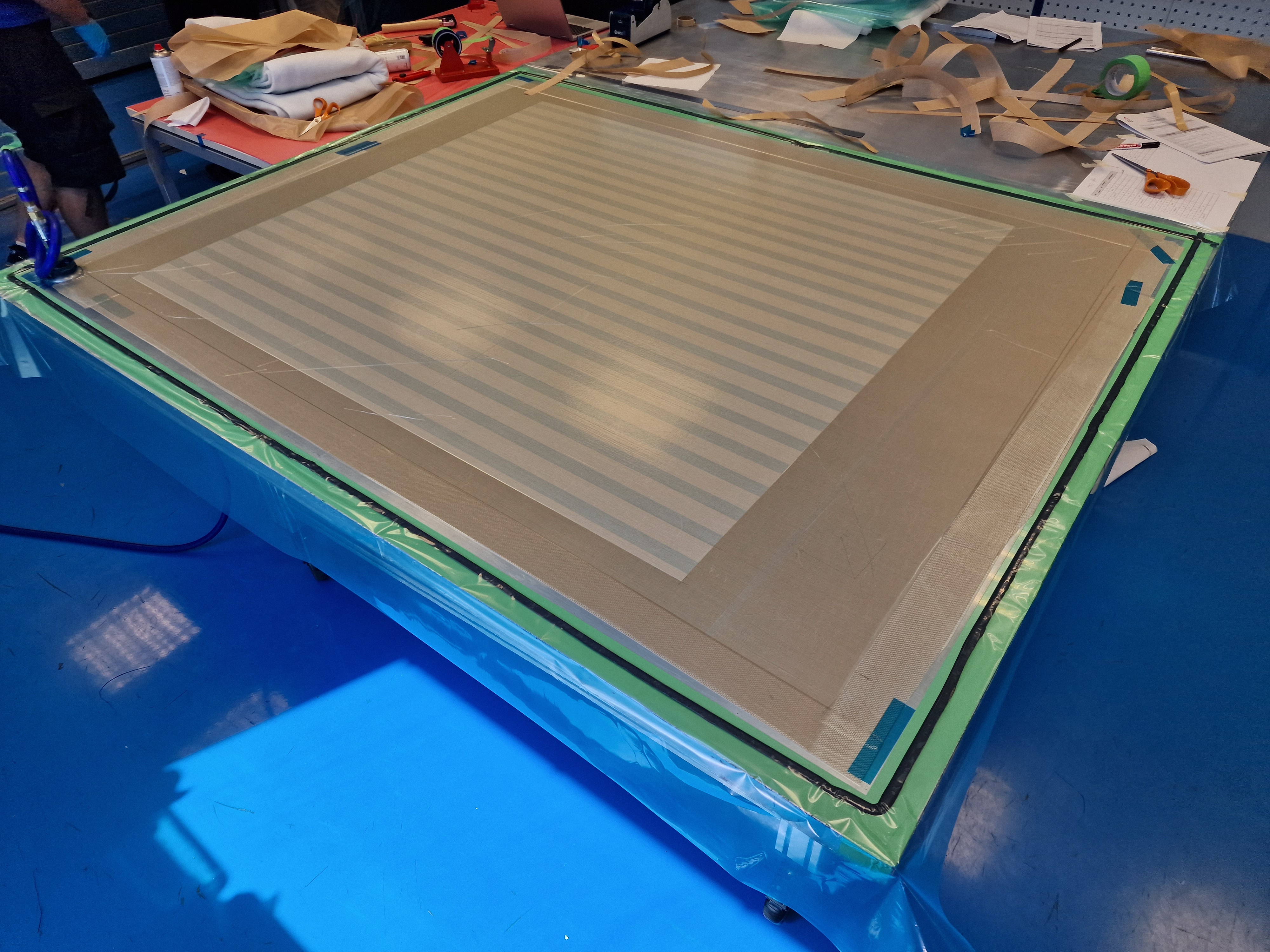
¶ Final vacuum
- Apply 2 layers of Non-Porous TVT larger than the plate (add 20cm on each side) on the subtrate.
- Apply 2 layers of A5000 larger than the plate (add 20cm on each side).

If you need two strips to make one layer, align the joint in the same direction as the 0° fiber and place it in a location where carbon will not be used. Create a 1 mm overlap, and avoid placing the joints of every layer in the same position.
- Apply 1 layer of Porous TVT larger than the plate (add 20cm on each side).
- Apply the carbon plate
- Apply a layer of Porous TVT the same size as the plate
- Apply a layer of Peelply the same size as the plate
- Apply 2 layer of A5000 larger than the plate (add 20cm on each side).
- Apply a layer of non-Porous TVT the same size as the plate
- Apply a layer of Breather larger than the plate (add 20cm on each side).
- Cut 5 strips of breather
- Stack the layers of breather, add 1 layer of grid breather and secure the vaccum discs to the staking with PTFE blue tape.
- Apply the vaccum bag larger than the plate (add 40cm on each side).
¶ Curing cycle
- Time: 380 [min]
- Heat the part to 60 [°C] with a speed of 2 [°C.min−1]
- Keep it at 60 [°C] for 30 [min] while applying 3 [bar] of pressure
- Heat the part to 180 [°C] with speed of 2 [°C.min−1]
- Keep it at 120 [°C] for 180 [min]
- Cool the part to 20 [°C] with speed of 2 [°C.min−1]
- Depressurise the autoclave
¶ Post Conditions
| Check | Step | Description | Image |
|---|---|---|---|
| 1 | Check for wrinklings | ||
| 2 | Check for cracks | ||
| 3 | Check the surfaces | ||
| 4 | Do some dimension checks |